點擊次數:1484 發布時間:2020-7-25
在影響激光切割機加工質量及加工能力的各項因素中,影響最大的就是焦點位置,其與加工的具體關系如下。
相對于加工材料的表面而言,激光束被聚焦后,焦點所在位置稱為焦點位置。焦點位置對切縫的寬度、坡度、切割面的粗糙度、熔渣的黏著狀態、切割速度等幾乎所有的加工參數都會產生影響。
這是因為焦點位置的變化會引起照射在加工材料表面的光束直徑和射入加工材料的入射角的變化,其結果是影響切縫的形成狀態及切縫內光束的多重反射狀態。這些切割現象又會對切縫內的輔助氣體、熔融金屬的流動狀態產生影響。
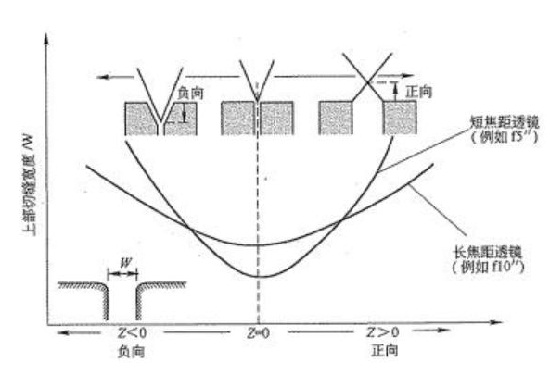
如圖所示為激光切割機焦點位置Z與加工材料表面的切縫寬度W的關系。
把焦點在加工材料表面上的狀態設為z=o“零”,焦點位置向上方移動時用“+”、向下方移動時用“-”來表示,移動量用mm表示。焦點在焦點位置z=o處上部切縫寬度W為最小。不論焦點位置是向上移還是向下移,上部的切縫寬度W都會變寬。
這一變化在使用不同焦距的加工透鏡時也存在同樣傾向。焦點位置處的光束直徑越小、透鏡越是焦點深度小的短焦距透鏡,則上部切縫隨焦點位置的變化而變化的幅度就會越大。
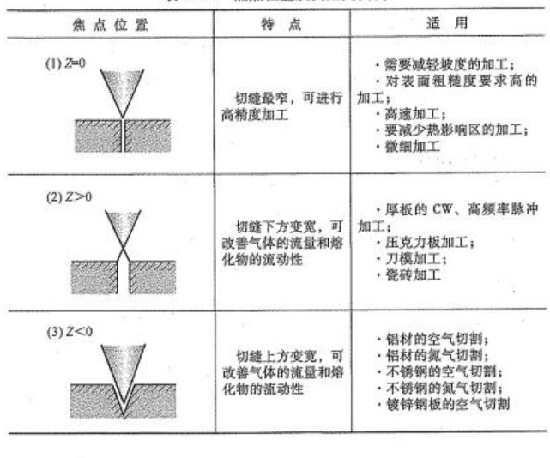
上圖顯示的是金屬激光切割機在加工各種加工材料時的最佳焦點位置。
(1)是在加工材料表面能得到最小光束直徑z=0時的情況。此時可以在加工材料表面得到最大的能量密度,熔融范圍比較窄,這就決定了加工的特性。
(2)是焦點位置在“+”側(Z>O)時的情況,此時加工材料表面的激光束照射范圍變寬,切縫內的光束出現擴散角,使切縫寬度擴大。
(3)是焦點位置在“-”側(Z<0)時的情況,此時照射在加工材料表面的激光束范圍變寬,在板厚方向上越向焦點位置靠近,熔融能力就越大,之后產生逆坡度。